エッチング加工 治具(抵抗スポット溶接)
エッチング+貼り合わせ(抵抗スポット溶接)
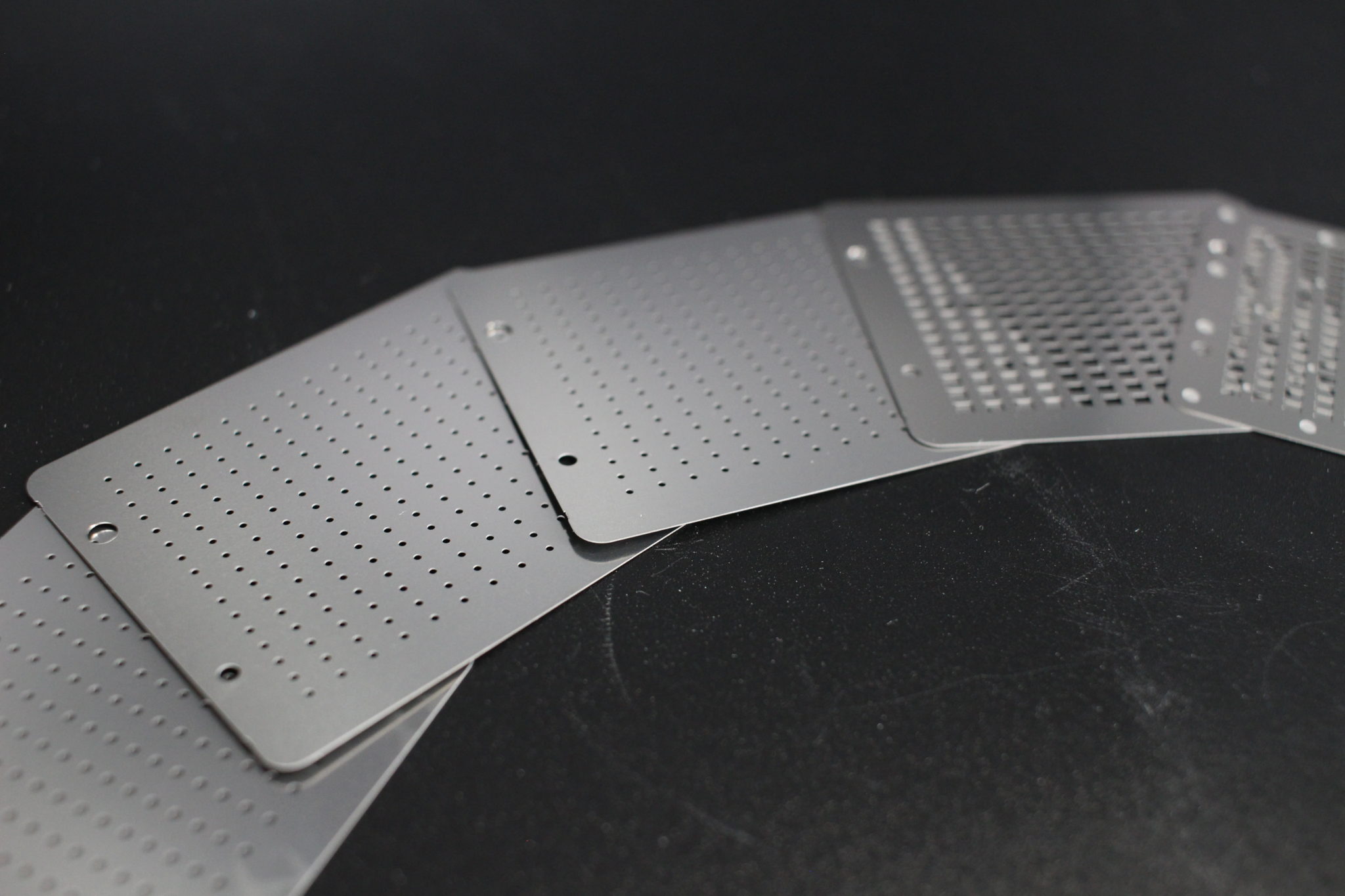
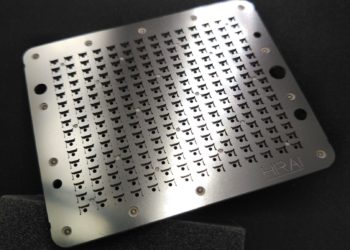
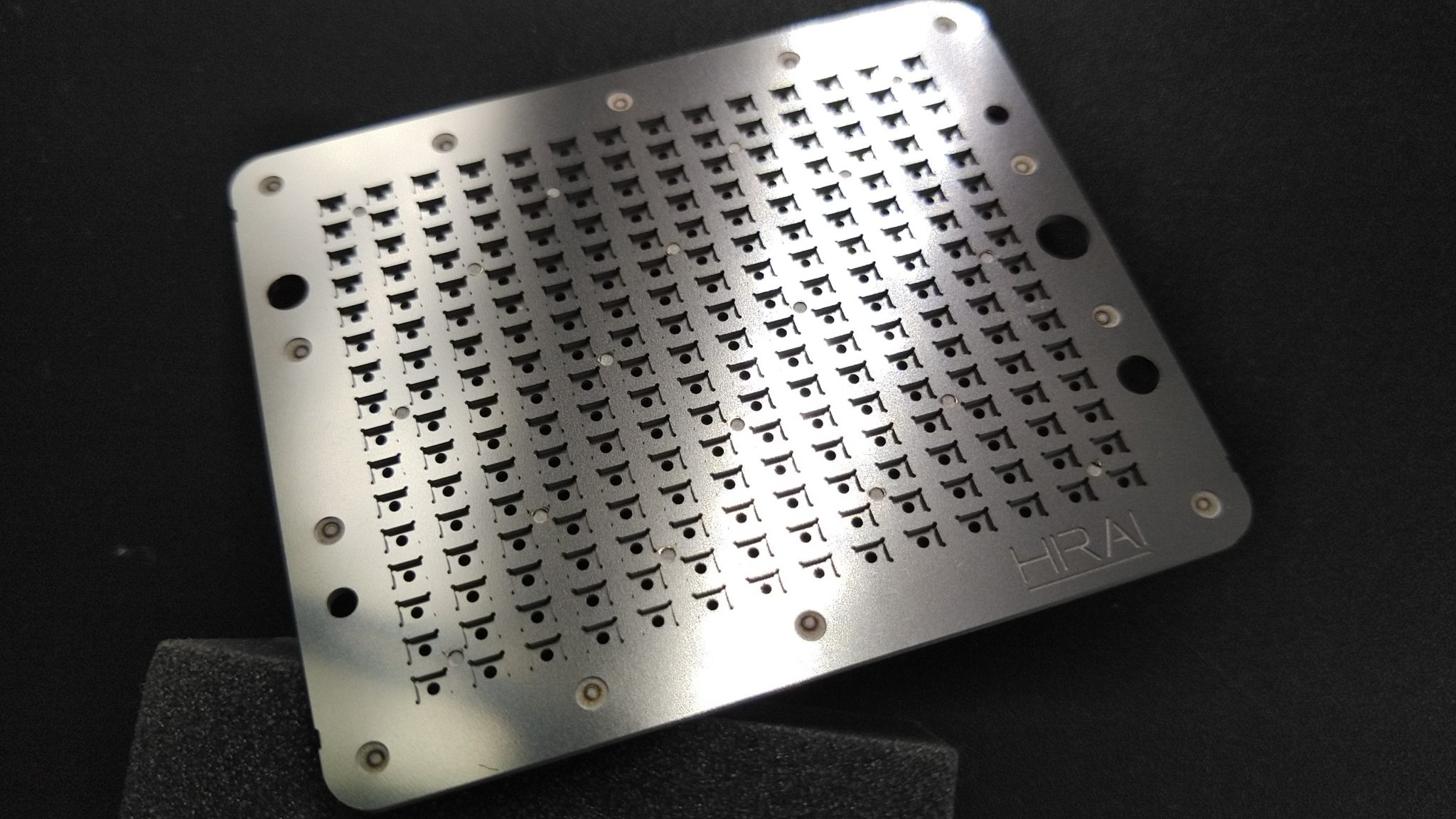
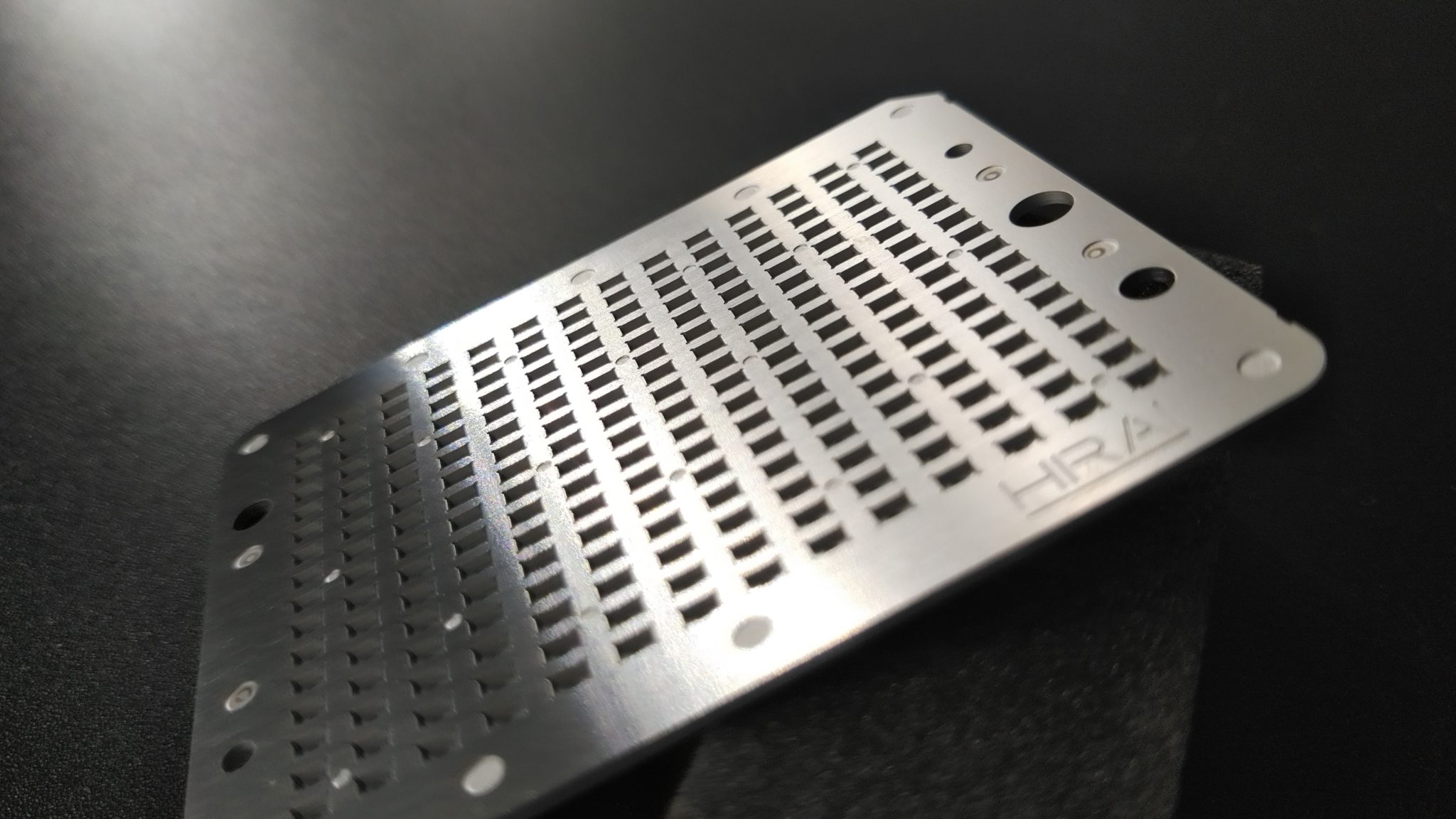
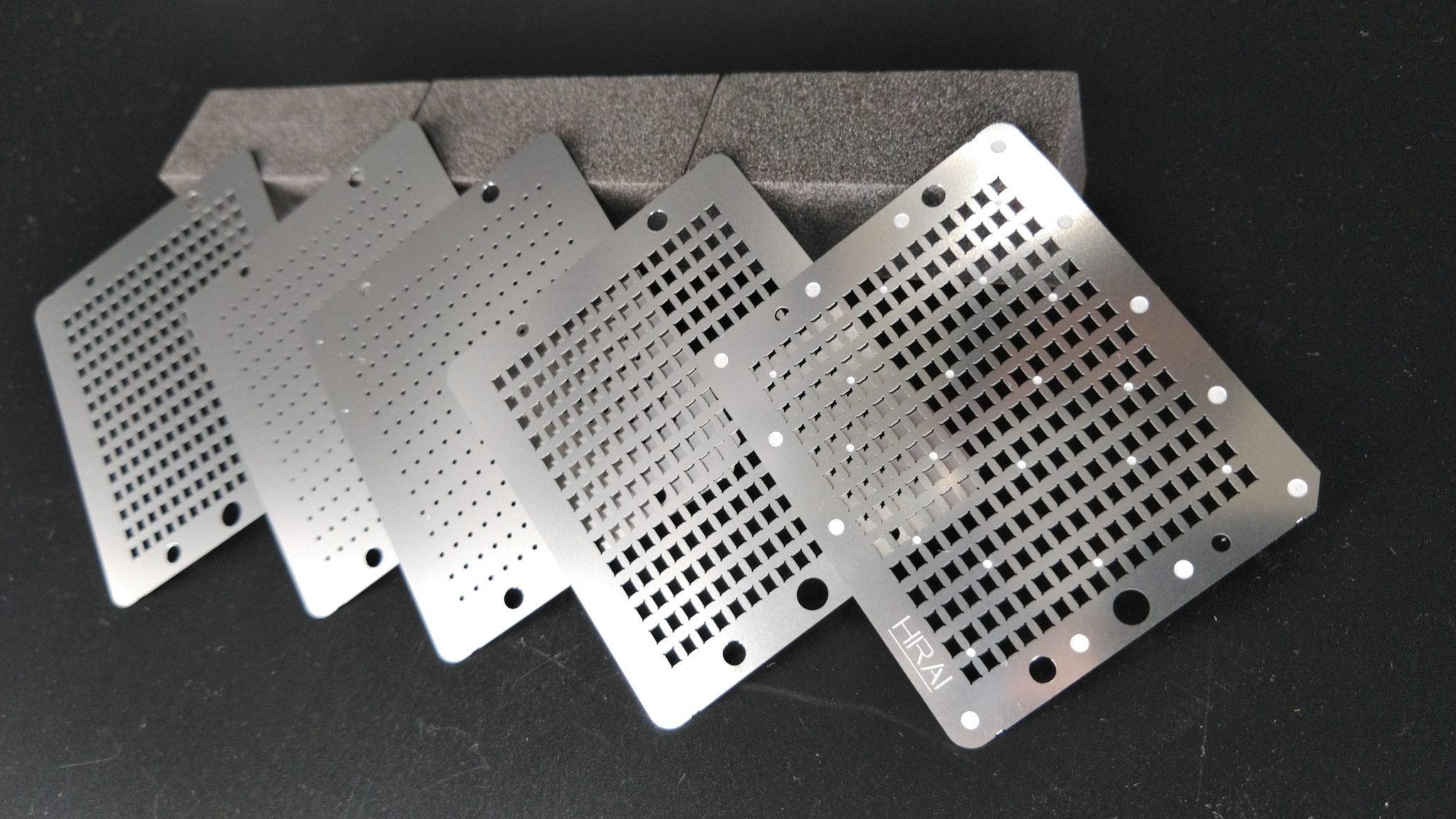
【掲載サンプル】SUS304、t0.2をエッチング加工にて5種類別々の形状を作成後、抵抗スポット溶接にて、貼り合わせを加工行っております。
平井精密工業では、エッチング加工を行った複数の金属板を、社内の抵抗スポット溶接機を使用し、点溶接にて一体物としてご提供を行う事が出来ます。
【抵抗スポット溶接】抵抗スポット溶接とは、金属母材の上下から電極を当て、電流を流す事により、電気抵抗が起こり、熱を発生する事を利用した加工技術です。
【抵抗スポット溶接のメリット】
■溶接速度が速い。 抵抗スポット溶接は、点で溶接を行う為、他の線で溶接する加工技術と比べ、一ヶ所当たりの作業時間が非常に短く、生産性が高いです。
■コストが安い。 生産性が向上する事により人件費を抑える事が出来る為、コストを削減する事が出来ます。また消耗部品が少なく、加工時に部品を買い替える必要が有りません。
■短納期対応が可能。 エッチング加工後に、熱圧着や拡散接合をする場合、仮止めとしてスポット加工を行います。その後、炉に入れて接合を行う事になります。点溶接のみの仕様の場合は、エッチング加工後に、スポット溶接を行う事で完成品となる為、加工工程が少ない分、納期の短縮に繋がります。
■デザイン性。 抵抗スポット溶接は電極のサイズが小さい為、溶接個所が目立たず、デザイン面で優れています。
【抵抗スポット溶接のデメリット】
■熱圧着、拡散接合を比較すると強度が弱い。 熱圧着、拡散接合は、面での接合となる為、非常に強度に優れております。抵抗スポット溶接の場合は、点での溶接となる為、部分的に強い力を加えると剥がれる可能性が有ります。ただ、過酷な環境で有ったり、意図的に大きな力を加えなければ頻繁に剥がれるような事は有りません。
■洗浄工程で使用する場合には不向き。 積層の治具として、抵抗スポット溶接を使用する事が有ります。抵抗スポット溶接は、点での溶接となる為、洗浄を行うと、隙間に液が入り込んでしまう事が有ります。その為、洗浄工程を通るような工程に使用される場合は、熱圧着、拡散接合の工法をご提案させて頂いております。
■金属母材の厚みが3㎜を超える場合の複数枚への溶接が困難。 抵抗スポット溶接を行いたい金属母材同士に、瞬間的に電流を流して溶接を行いますが、電流が流れ切らないほど板厚が厚い場合(3㎜以上)は、溶接加工が困難となります。対応出来ない事は無いですが、出力を上げての作業となる為、変形や反りの懸念が有ります。
【対応可能材質】 SUS、42アロイ、アンバー、チタン
【対応が厳しい材質】 銅、アルミ
【平井精密工業の特徴】平井精密工業は、エッチング加工だけでは無く、レーザー加工、機械加工なども組み合わせたうえで、熱圧着、拡散接合、抵抗スポット溶接、レーザースポット溶接による貼り合わせ加工を行う事も可能です。
こちらの加工を全て平井精密工業内で対応を行っております。まずは、イメージされておりますご要望内容をご相談頂けましたら、その中でベストな加工方法のご提案をさせて頂くように対応をさせて頂きます。
【平井精密工業のエッチング加工について】平井精密工業のエッチング加工は、このような加工方法です。
詳細は下記の「エッチング加工」をクリックして下さい。
↓
仕様詳細