エッチング加工 治具(熱圧着、拡散接合)
エッチング+貼り合わせ(熱圧着、拡散接合)
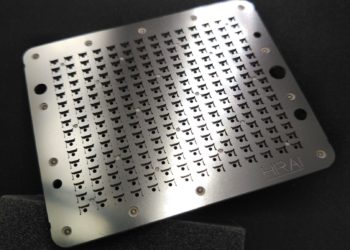
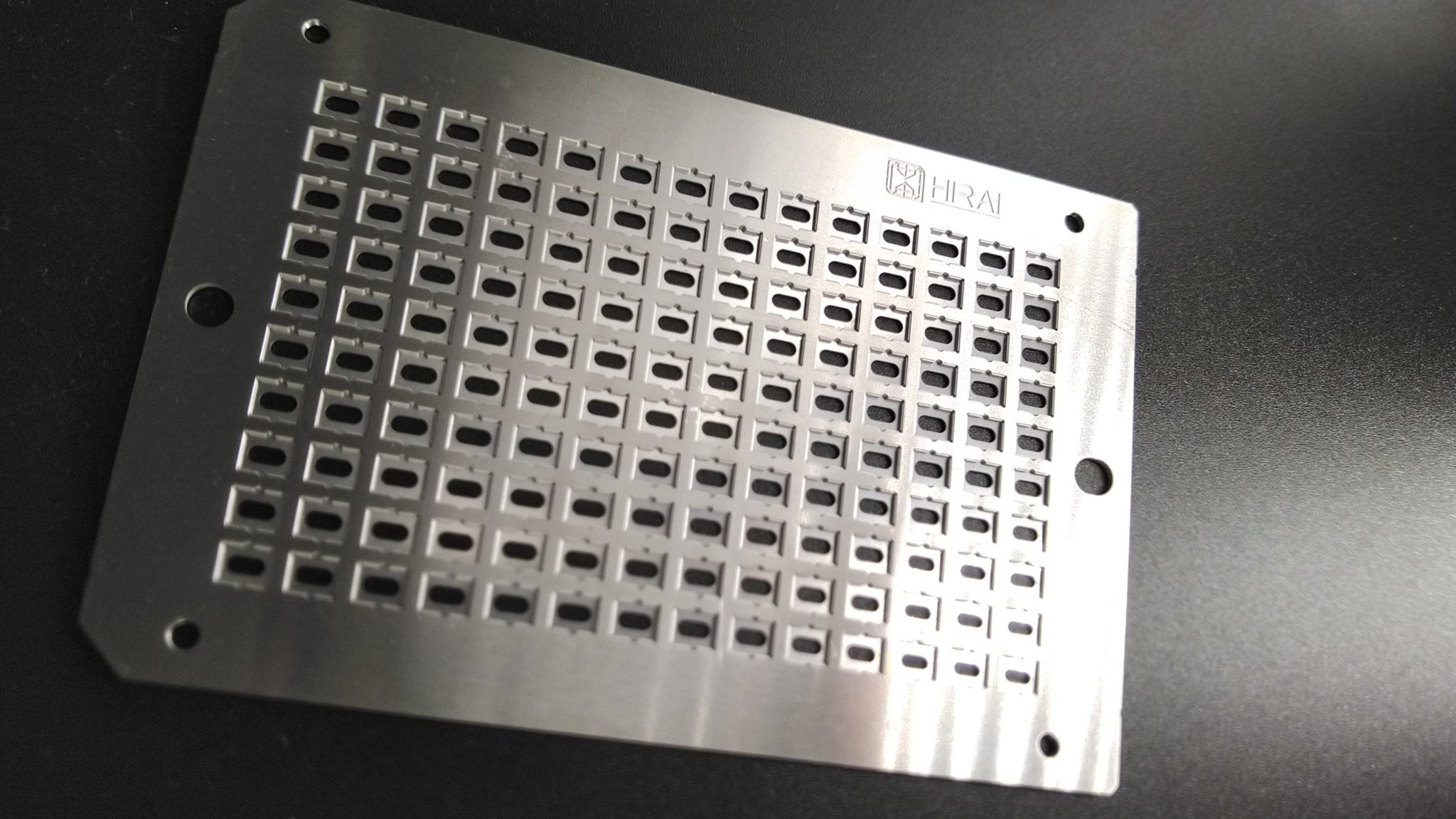
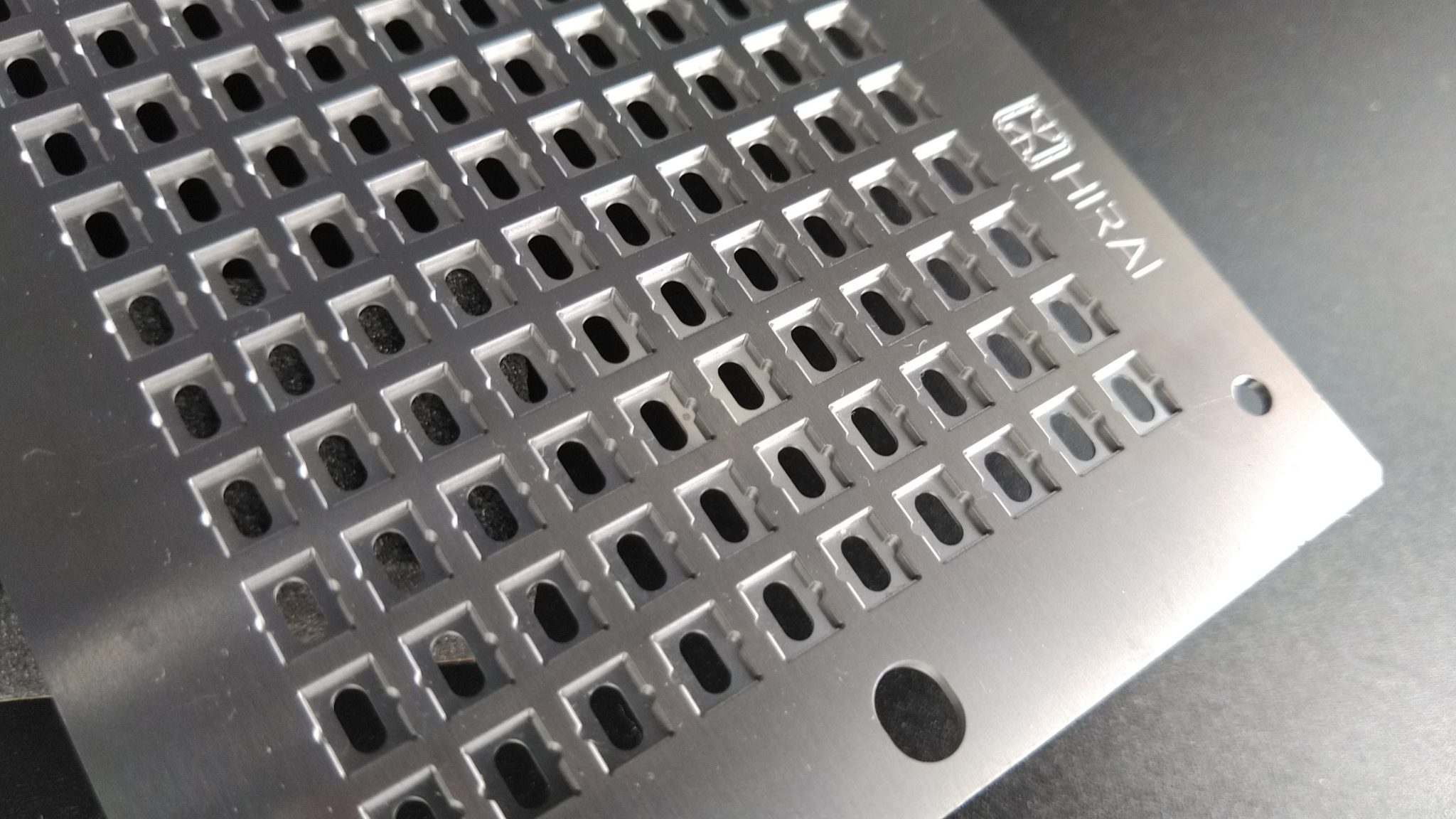
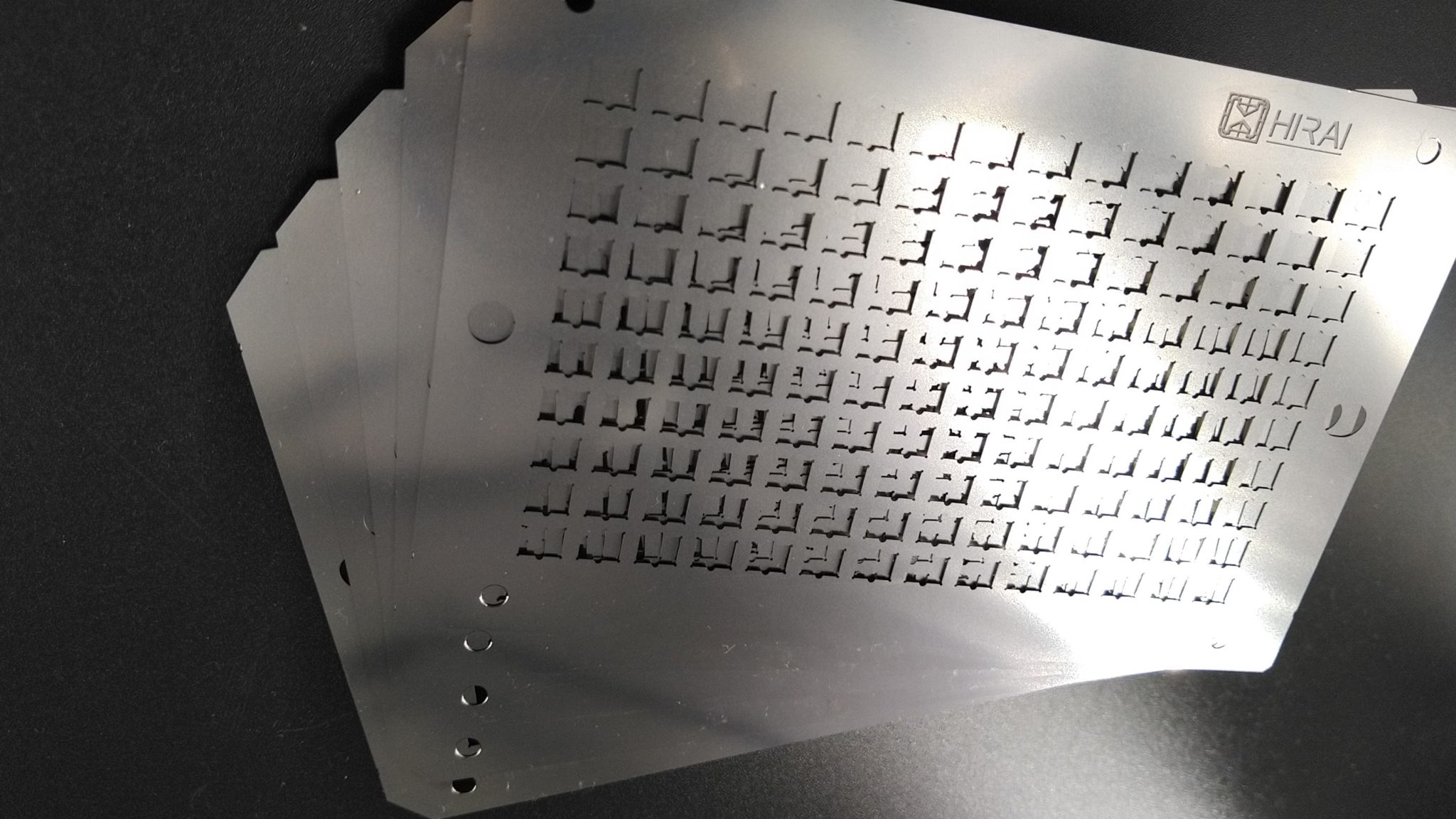
【掲載サンプル】
SUS304、t0.2をエッチング加工にて5種類別々の形状を作成後、位置合わせを行い、熱圧着、拡散接合にて面での貼り合わせを加工行っております。 平井精密工業では、エッチング加工を行った複数の金属板を、社内の熱圧着、拡散接合の設備を使用し、一体物としてご提供を行う事が出来ます。
【熱圧着、拡散接合】
熱圧着、拡散接合とは、同種の金属材料同士を融点以下まで熱し、加圧することにより、塑性変形を起こさせ、双方の表面の接触によって接合・接着させます。材料同士の接合面に存在する原子の拡散を利用して固体のまま接合する加工技術となります。
【平井精密工業の熱圧着、拡散接合にて対応可能材質】
SUS、42アロイ、アンバー、チタン。
銅やアルミは弊社内では実績が有りませんが、ご相談を頂けましたら前向きに検討対応を行います。
【熱圧着、拡散接合加工を使用されるご使用用途】
主に製造工程を流れる治具としての用途が多いです。例えば、セラミックのコンデンサーやICチップ、その他、比較的小さなサイズ(20㎜以下程度)の各種製品を固定させ、搬送しながら洗浄や蒸着、スパッタといった工程内にてトレーやキャリアとして使用される事が有ります。また対象製品の位置決め、振り込み、吸引などが対応出来る構造を治具の設計として盛り込む事も有ります。掲載しているサンプルは、キャビティ形状となっており、対象製品が中に入り込み固定出来るイメージとなります。
【熱圧着、拡散接合加工を使用して製造を行った治具のメリット】
■各得意先様の現状設備に合わせたオーダーメイド対応が可能です。エッチング加工を用いる事で、既存品の形状にこだわらずオリジナルデザイン(治具自体の軽量化、また吸着目的や、多段形状、ハーフエッチングによる流路、等)への変更も容易に対応出来ます。
■御使用状況では、高温での耐熱性にも優れ、リフローなどの、ヒートサイクル使用も可能です。
■エッチング+熱圧着、拡散接合による貼り合わせ加工のでは、底Rを付ける事なく仕上げる事が可能です。
【切削加工との比較】
金属加工にて、製造工程を流れる治具を製作する場合、切削加工を御使用される事が多いです。
【切削加工との比較:品質】
切削加工では対応出来ない、複雑なキャビティ構造については、エッチング加工にて厚みの構成を分けて、それぞれ別々に作成をし、貼り合わせを行う事で、イメージに有った形状を実現する事が可能です。複雑形状でない場合は、切削の対応にてメリットが出せる場合も有りますので、ご案件内容にて検討をさせて下さい。
【切削加工との比較:価格】
切削加工は1個づつ削り出しにて加工を行う為、数が増えた分だけ工数が掛かります。その為、ある一定の数量を超えると価格を下げる対応が取りにくくなります。エッチング+熱圧着、拡散接合による貼り合わせ加工の場合は、数量が増える事で価格メリットを出しやすくなります。ざっくりした数値での比較ですが、ご依頼数10枚を超える数量の場合は、エッチング+熱圧着、拡散接合による貼り合わせ加工の方がメリットを出せる事が多いです。形状にもよりますが、9枚以下であれば、トータル価格はエッチング+熱圧着、拡散接合による貼り合わせ加工の方がデメリットとなる事も有ります。ただ、一概に言えない部分が有りますので、形状をご相談頂いて最適な対応方法を提案させて頂ければと思います。
【切削加工との比較:納期】
数量によってメリット、デメリットが入れ替わりますが、ご依頼の数量が多いほど、エッチング+熱圧着、拡散接合による貼り合わせ加工の方が納期面でのメリットを出す事が出来ます。
【平井精密工業の特徴】
「エッチング加工」だけでは無く、「レーザー加工」「機械加工」なども組み合わせたうえで、熱圧着、拡散接合による貼り合わせ加工を行う事も可能です。 こちらの加工を全て平井精密工業内で対応を行っております。まずは、イメージされておりますご要望内容をご相談頂けましたら、その中でベストな加工方法のご提案をさせて頂くように対応をさせて頂きます。
詳細は下記の「エッチング加工」をクリックして下さい。
↓