エッチングとの複合加工 連続レーザースポット溶接


エッチング加工+連続レーザースポット溶接
【掲載サンプル】
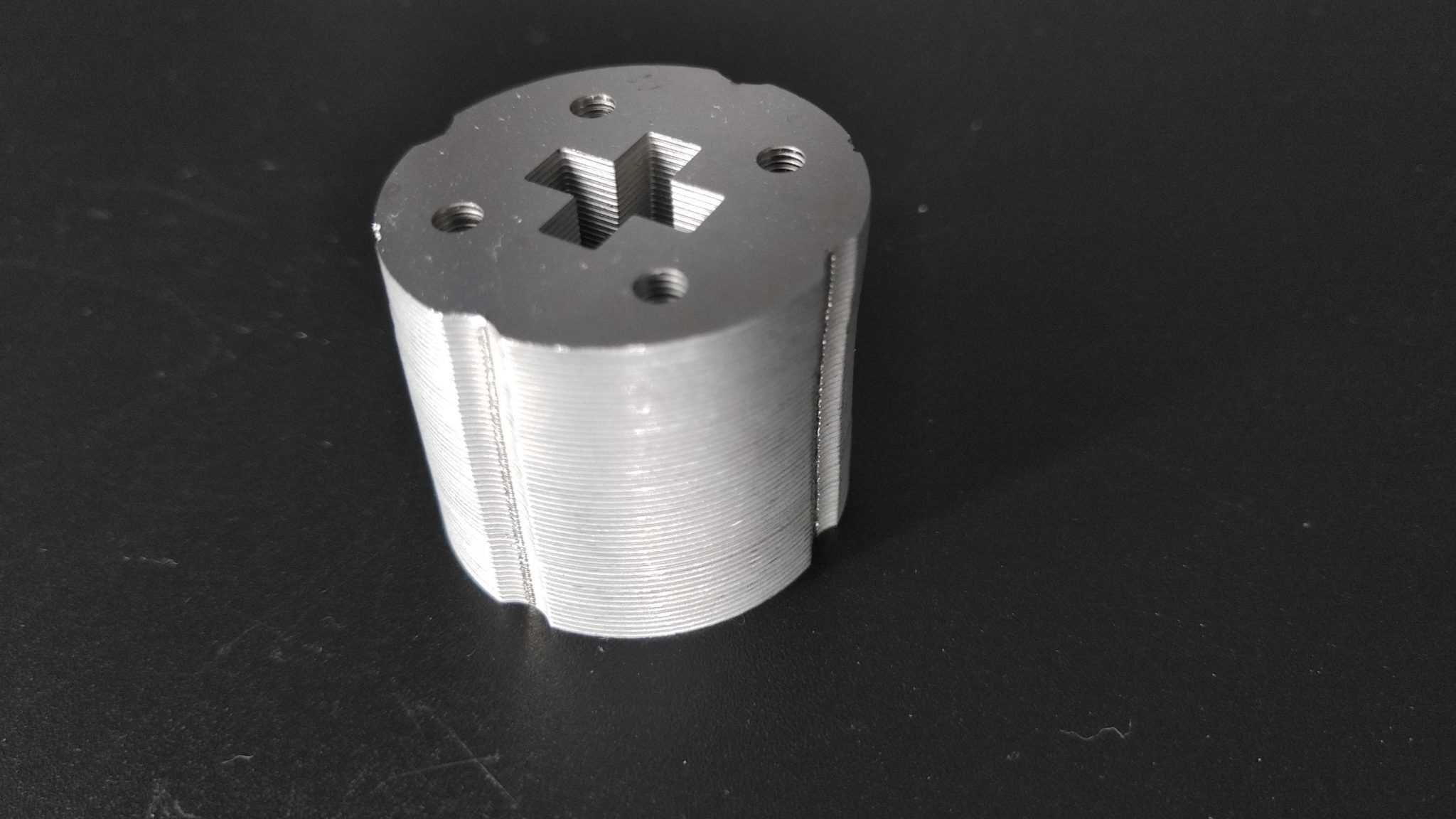
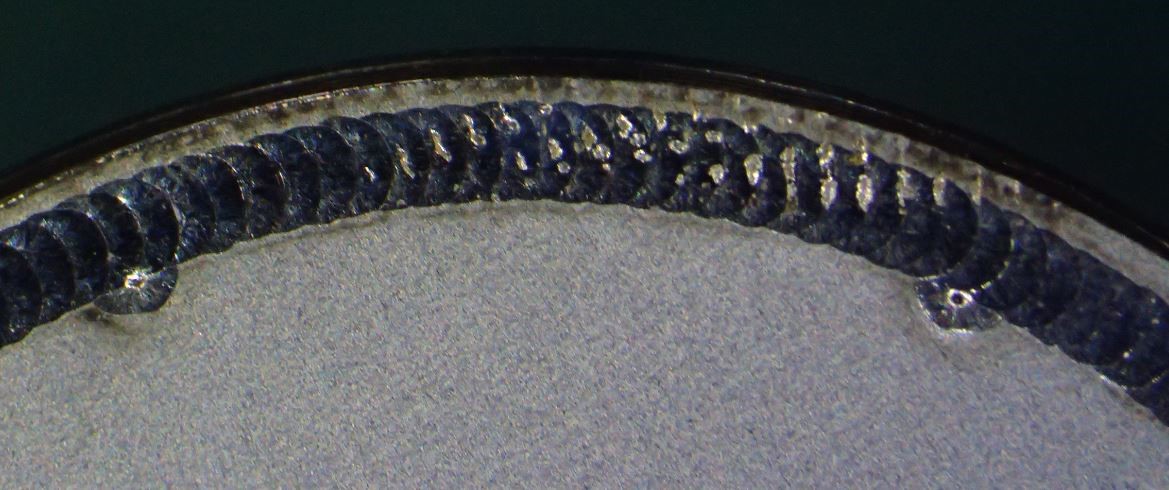
エッチング加工にて作製させて頂いたSUSの円状の板(0.1t)と切削加工にて筒状(外径:Φ20mm程 高さ:5mm)に製作を行ったパーツを、平井精密工業のレーザースポット加工にて溶接しております。
【レーザースポット溶接とは】
平井精密工業にて対応を行っておりますレーザースポットはYAG溶接となります。 YAGとは『(Y)イットリウム・(A)アルミニウム・(G)ガーネット』で構成する結晶(+α)を励起(れいき)する事により得られるレーザー光の事です。YAGレーザー光の波長は1,064nmの近赤外光で、人の目では見る事は出来ないのですが、集光すると金属に穴を開けるほど出来るほどのエネルギー密度を高くする事が出来ます。この集光させた高いエネルギーを利用して、金属がレーザー光を吸収=加熱され、溶接されるという仕組みです。
レーザースポットは、点での溶接加工となります。その連続して行った点の溶接個所を重なり合わせる(ポイントとポイントの距離を狭めて設計)事で、線状に溶接を行う事も出来ます。こちらの工法により面(曲線状)への溶接を行う事も可能となります。
【対応可能材質】
SUS(ステンレス)、Ni合金(42アロイ、アンバー)、Ti(チタン)
【対応が厳しい材質】
Cu(銅)、Al(アルミ)
【平井精密工業のレーザースポット溶接のメリット】
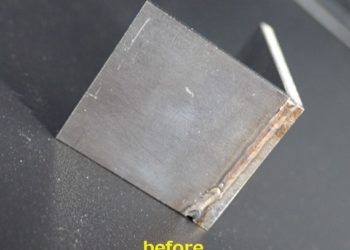
■歪が少ない
局部加熱が可能となり、短時間で接合を行う為、加工による歪が少ない事が特徴です。
■溶接速度が速い
点溶接の為、線で溶接する他の加工技術と比較すると、作業時間が短く、生産性が高いです。
■コストが安い
生産性が向上する事により、コストの削減が可能です。
■デザイン性
レーザースポット溶接は、アーク溶接等と比較した場合、溶接箇所が綺麗な為、デザイン性に優れております。
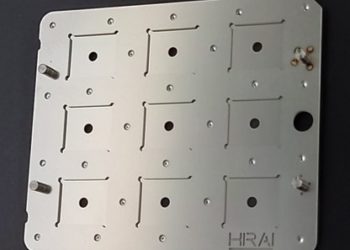
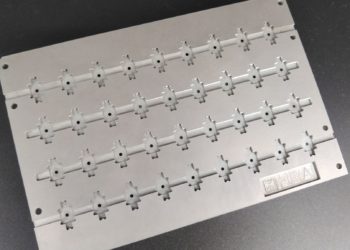
平井精密工業の特徴は、得意のエッチング加工と組み合わせた複合加工の対応を実現する事が出来る事です。お客先のご要望に合わせて、平井精密工業内の加工技術、また他メーカー様の加工技術とコラボレーションさせて頂き、ご希望の仕様に近付ける事を実施させて頂きます。切削、レーザー、ワイヤー等の機械加工では、実現出来ない仕様も、エッチング加工と組み合わせた複合加工では対応が出来る事も有りますので、是非、お困りの際にはご相談を下さい。
仕様詳細